Nouveau type de dégradation sur le TOPCon
La technologie TOPCon (Tunnel Oxide Passivated Contact) s'est progressivement imposée comme la dominante sur le marché photovoltaïque, portée par des avancées en rendement de conversion et compétitivité économique. Cette montée en puissance s’accompagne toutefois de préoccupations croissantes quant à la fiabilité à long terme, en particulier dans des environnements chauds et humides.
De récentes études mettent en évidence la sensibilité accrue de la face avant des cellules TOPCon à la corrosion, exacerbée par l’exposition à des contaminants du verre tels que le NaCl ou le NaHCO₃. Ces contaminants peuvent être présents dès la fabrication du verre (couches AR / verres sodo-calciques) ou pénétrer sur site (via poussières / polluants / air marin), favorisant la lixiviation des ions (dissolution et transport des ions présents dans / sur le verre). Les tests de vieillissement accéléré (Tests de Chaleur Humide = Damp Heat tests) révèlent une augmentation de la résistance série, induisant des pertes de puissance et compromettant la durabilité des modules. Plusieurs approches, comme la métallisation assistée par laser ou l’utilisation de pâtes de sérigraphie à faible teneur en aluminium, sont explorées pour améliorer leur résilience.

Parallèlement, le choix des matériaux d’encapsulation et de la structure du module (verre/backsheet vs bi-verre) joue un rôle clé dans la préservation des performances. Alors que les backsheets polymères offrent légèreté et flexibilité, ils exposent les cellules à des risques accrus sous l’effet de l’humidité et de sous-produits corrosifs comme l’acide acétique, issu de la dégradation de l’EVA. À l’inverse, les modules bi-verre, bien que plus lourds, démontrent une meilleure résistance aux infiltrations d’humidité et aux agressions chimiques, prolongeant ainsi la durée de vie des systèmes photovoltaïques.
Dans ce contexte, la question de l’optimisation du design des modules TOPCon reste ouverte : comment concilier performances, coûts et fiabilité pour assurer une transition technologique pérenne ? Cette problématique nécessite une analyse approfondie des interactions entre métallisation, encapsulation et environnement d’exploitation, afin d’orienter le développement de solutions durables pour la prochaine génération de modules photovoltaïques.
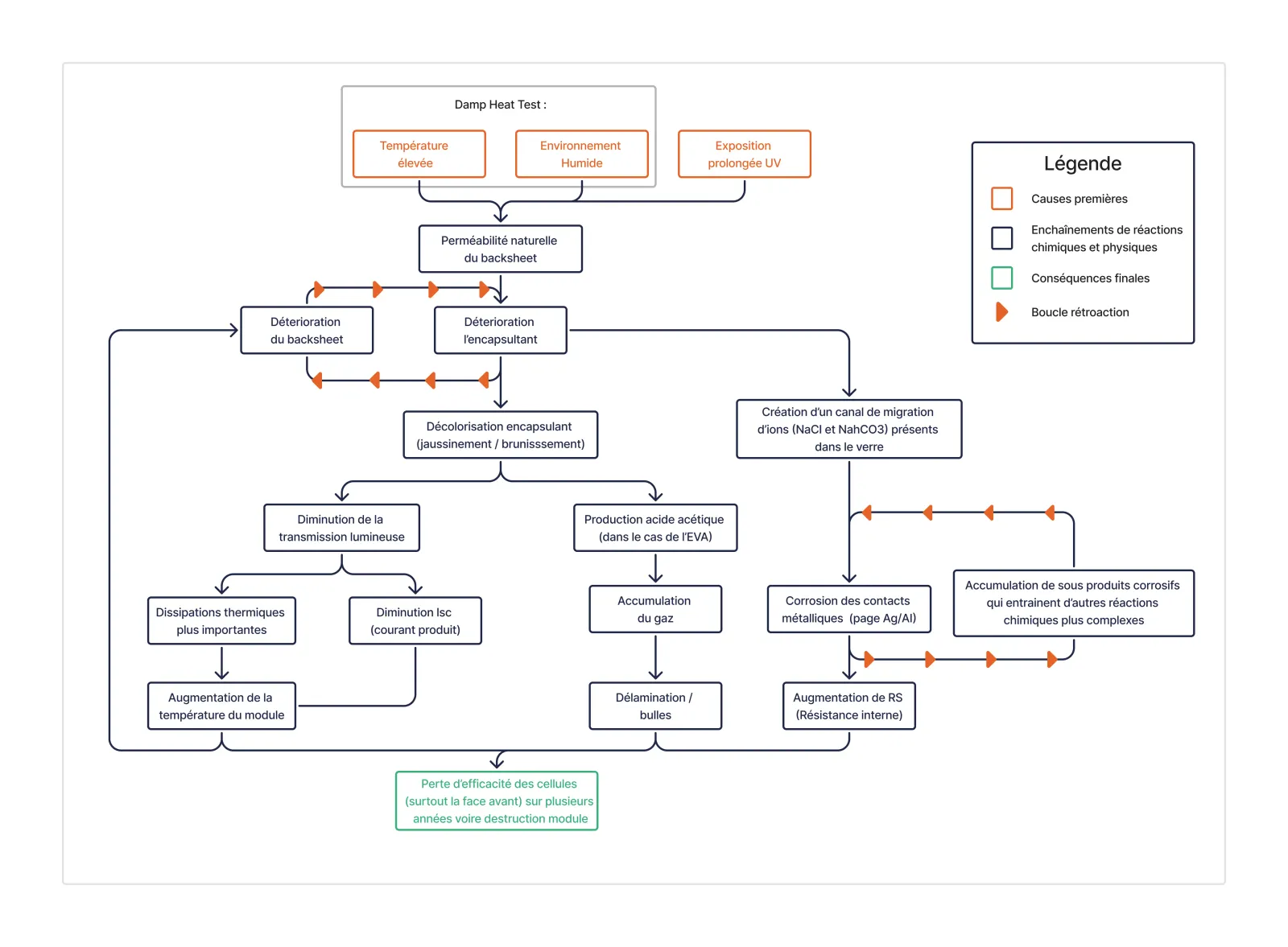
Pour mieux comprendre les mécanismes de dégradation, un schéma détaillant les causes premières, les enchaînements de réactions chimiques et physiques, ainsi que leurs conséquences finales sur la performance des panneaux photovoltaïques, est présenté ci-dessous :
l'encapsulant
Le choix de l'encapsulant joue un rôle déterminant dans le processus de dégradation. Voici un comparatif rapide de ses effets sur la dégradation et l'impact sur la production énergétique :
EVA (Acétate d'éthylène-vinyle) :
● Libération d'acide acétique provoquant une corrosion cellulaire, une augmentation de R série et une perte de puissance générée.
POE (Élastomère polyoléfine) :
● Chimiquement stable, donc pas de libération d'acide acétique avec résistance à l'hydrolyse et à l'oxydation.
TPO (Polyoléfine thermoplastique) :
● Chimiquement stable, donc pas de libération d'acide acétique avec résistance à l'hydrolyse et à l'oxydation.
EVA (Acétate d'éthylène-vinyle) :
● Puissance générée inférieure en raison d'une faible transmission dans la région UV (seulement 31 %).
● Dégradation importante à long terme entraîne une diminution du rendement énergétique.
POE (Élastomère polyoléfine) :
● Puissance générée correcte grâce à une bonne transmission des UV (67 %).
● Faible dégradation à long terme, garantissant une production d’énergie relativement stable.
TPO (Polyoléfine thermoplastique) :
● Puissance générée élevée grâce à une transmission UV élevée (78 %).
● Dégradation minimale à long terme, garantissant une production d’énergie stable.
backsheet
Le choix du type de backsheet (ou son absence au profit d'un module bi-verre) influence fortement le processus de dégradation. Voici un comparatif rapide des différentes options, en mettant en évidence leurs conséquences sur la dégradation et l'impact sur la production d'énergie :
PPF = polyéthylène téréphtalate (PET) + couche fluorée + polyéthylène téréphtalate (PET) :
● Faible taux de transmission de l'acide acétique (AATR), conduisant à une accumulation de sous-produits corrosifs dans les modules à base d'EVA.
● Moins efficace pour évacuer l’humidité, accélérant la dégradation chimique.
100 % PET = polyéthylène téréphtalate :
● Perméabilité modérée à l'acide acétique, conduisant à une rétention partielle des sous-produits corrosifs.
● Sensible à la fissuration et à l'hydrolyse sous test de Chaleur Humide.
CPO = trois couches de polypropylène (PP) modifiées différemment :
● Taux de transmission élevé de l'acide acétique (AATR), permettant l'évacuation de sous-produits corrosifs.
● De meilleures propriétés d’évacuation de l’humidité réduisent la dégradation chimique et mécanique.
Bi-verre (absence de Backsheet) :
● Meilleure résistance à la corrosion, à l'abrasion, aux conditions météorologiques extrêmes, aux chocs et aux vibrations.
● Etanchéité totale, donc pas de problème de dégradation due à l'humidité
PPF = polyéthylène téréphtalate (PET) + couche fluorée + polyéthylène téréphtalate (PET) :
● Puissance initiale inférieure en raison d'une transmission lumineuse faible (68,4 %) donc moins de lumière est renvoyée dans le module.
● Dégradation accrue à long terme en combinaison avec l'EVA, réduisant le rendement énergétique.
100 % PET = polyéthylène téréphtalate :
● Une transmission lumineuse modérée entraîne une production d'énergie moyenne.
● La dégradation non négligeable à long terme diminue la fiabilité et les performances.
CPO = trois couches de polypropylène (PP) modifiées différemment :
● Puissance initiale relativement élevée grâce à une transmission lumineuse plus élevée (80,4 %).
● Stabilité à long terme satisfaisante, la fiabilité et le rendement diminuent de manière tolérable.
Bi-verre (absence de Backsheet) :
● Le verre a une meilleure transmission lumineuse qu'un Backsheet transparent (on atteint 94 %).
● Excellente stabilité à long terme garantissant une production d’énergie sure.
Que peut-on en tirer ?
L'industrie du photovoltaïque se penche activement sur ce nouveau type de dégradation qui a pendant un temps inquiété les professionnels du secteurs quant à la viabilité de cette technologie dans le temps. On peut ainsi choisir de jouer sur différents leviers dont voici une liste non exhaustive :
- Opter pour du bi-verre ou choisir une bonne combinaison d’encapsulant/backsheet. Vous pouvez consulter notre base de connaissance avec un article qui traite déjà de manière approfondie des avantages et inconvénients du Bi-verre par rapport au Verre/Backsheet.
- Il semblerait que la combinaison TPO-CPO minimise la dégradation sur la durée en maintenant une bonne production d’énergie.
- Il existe depuis peu la technologie LECO (signifiant Laser-Enhanced Contact Optimization) qui permettrai de métalliser à plus basse température et donc d’utiliser moins/pas d’aluminium et ainsi limiter l’effet de corrosion. Jinko a déjà mis en place du "Laser-assisted fire processing" durant la métallisation qui leur permet de réduire de 90% la teneur en Aluminium.
- Un article propose aussi de placer une très fine plaque de cuivre (∼ 1 μm) sur les contacts Ag/Al pour créer un meilleur contact pour empêcher la corrosion/délamination. En tests de Chaleur Humide avec ajout de NaCl, les cellules plaquées ont perdu environ 11,5 % d’efficacité contre environ 80 % pour les non plaquées.
- Il est également possible d’opter pour des modules Back-Contact (xBC), dont la structure spécifique regroupe tous les contacts métalliques à l’arrière, entièrement encapsulés, réduisant ainsi considérablement le risque de corrosion.
Malgré les défis liés à la dégradation du TOPCon, cette technologie reste incontestablement prometteuse pour l'avenir de l'énergie solaire. L'industrie photovoltaïque met en œuvre des solutions techniques pour surmonter ces limitations, à l'instar des progrès réalisés sur les technologies comme le PERC, qui a su résoudre les problèmes liés au BO-LID (Boron-Oxygen Light induced degradation) et au LeTID. Ces innovations permettront au contraire de renforcer la fiabilité et l'efficacité du TOPCon à long terme.
Cependant, en raison des risques identifiés concernant la corrosion et la dégradation sous l’effet de l'humidité, de nombreux fabricants ont abandonné progressivement les modules verre/backsheet, qui, bien que légers, présentent un risque de dégradation à moyen/long terme. De plus, les modules monofaciaux peinent à réussir les tests de Chaleur Humide étendus (plusieurs fois les exigences de l’IEC), ce qui limite leur adoption dans les projets exigeant une durabilité accrue. C’est pourquoi nous avons fait le choix de ne proposer que des modules bi-verre, assurant une meilleure durabilité et fiabilité. Pour consulter notre offre en TOPCon, nous vous invitons à consulter directement notre catalogue de modules PV sur le portail Synapsun.
Sources :
- Wiley Online Library (11/2024), Reliability of Commercial TOPCon PV Modules—An Extensive Comparative Study, disponible sur https://onlinelibrary.wiley.com/doi/full/10.1002/pip.3868
- ScienceDirect (08/2024), Buyer aware: Three new failure modes in TOPCon modules absent from PERC technology, disponible sur https://www.sciencedirect.com/science/article/pii/S0927024824001892
- PV Magazine (12/2024), Fraunhofer ISE warns of risk from higher than expected UV-induced degradation in TOPCon, PERC, HJT cells, disponible sur https://www.pv-magazine.com/2024/12/02/fraunhofer-ise-researchers-warn-of-risk-from-higher-than-expected-uv-induced-degradation-in-topcon-perc-hjt-solar-cells/
- Wiley Online Library (02/2023), Quantifying the influence of encapsulant and backsheet composition on PV-power and electrical degradation, disponible sur https://onlinelibrary.wiley.com/doi/full/10.1002/pip.3679
- ScienceDirect (12/2024), Unveiling the origin of metal contact failures in TOPCon solar cells through accelerated damp-heat testing, disponible sur https://www.sciencedirect.com/science/article/pii/S0927024824005002
- ScienceDirect (07/2023), Corrosion effects in bifacial crystalline silicon PV modules; interactions between metallization and encapsulation, disponible sur https://www.sciencedirect.com/science/article/abs/pii/S0927024823001423?via%3Dihub
- ScienceDirect (01/2023), Impact of acetic acid exposure on metal contact degradation of different crystalline silicon solar cell technologies, disponible sur https://www.sciencedirect.com/science/article/abs/pii/S0927024822005062?via%3Dihub
- ScienceDirect (07/2024), Enhancing the reliability of TOPCon technology by laser-enhanced contact firing, disponible sur https://www.sciencedirect.com/science/article/pii/S0927024824001582#bib21
- ScienceDirect (01/2025), Alleviating contaminant-induced degradation of TOPCon solar cells with copper plating, disponible sur https://www.sciencedirect.com/science/article/pii/S0927024825000455
- ScienceDirect (07/2023) Corrosion effects in bifacial crystalline silicon PV modules; interactions between metallization and encapsulation, disponible sur : https://www.sciencedirect.com/science/article/abs/pii/S0927024823001423